




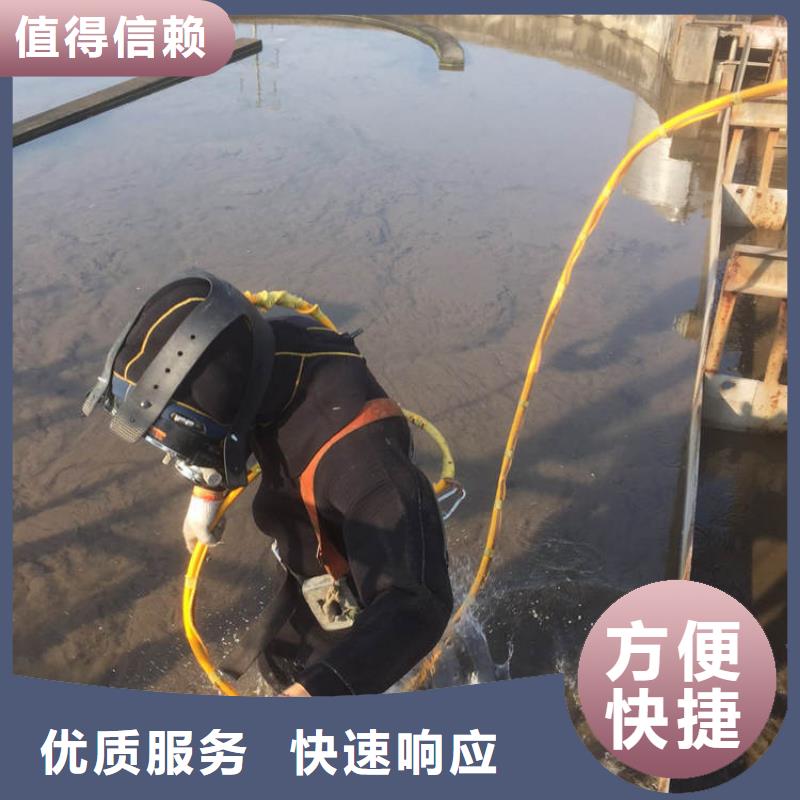

潜水工程作业中下潜和上升都要做轻松下潜和上升的工作。这是因为很多人刚开始下潜的时候并不是很轻松,因为浮力控制不好,然后下潜速度稍微快了一点。会出现紧张过度,轻松下潜我们可以选择水底斜坡或者下潜绳来控制下潜速度,如果你的面镜出现挤压,你可以通过鼻子呼气来平衡,如果你的耳朵出现挤压疼痛,你要停止下潜,然后上升到浅一些的深度,直到耳朵感到不适消失为止,然后捏住鼻子鼓气或者吞咽口水和下巴左右摆动再慢慢地下潜。伤风感冒时 别潜水。而上升中做轻松上升,也是同理。
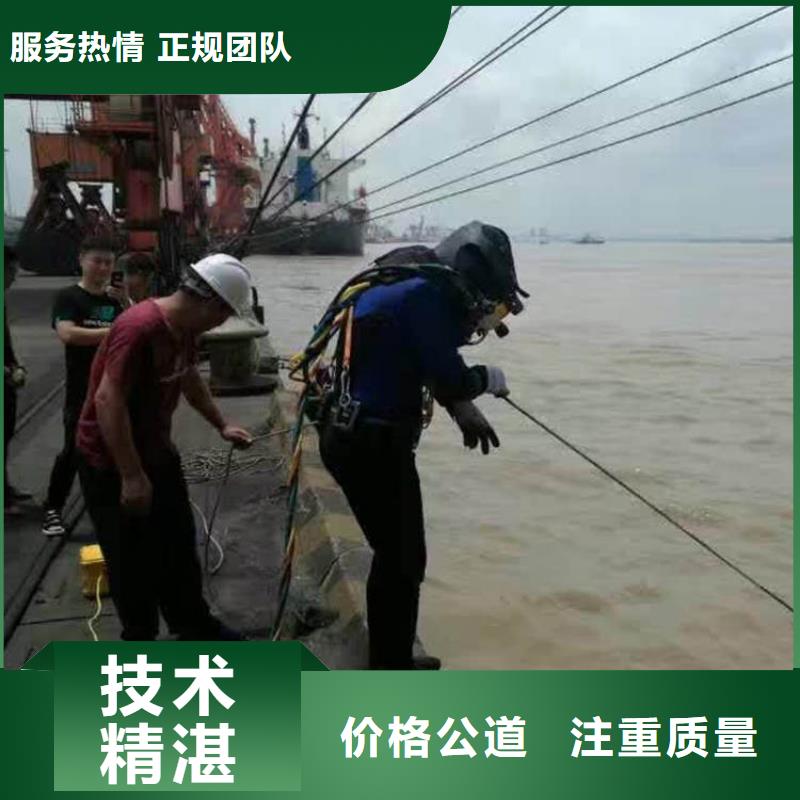
,在潜水下堵漏工程作业的时候,因为工作或其他原因,有时就会忘记看自己的气瓶里残余的空气量,如果等到他们没有气吸的时候已经来不及了。这个时候刚刚好他们的潜伴就在身边,所以必须要用潜伴的备用气源来呼吸,然后离开水底上升到水面上来。

水下管道安装是全机电设备引用新型的技术,管道安装包括常用资料、管材、管件、法兰、管道安装基本操作技术、管道连接、支架及补偿器安装、常见工业管道安装、有色金属管道和不锈钢管道安装、常用非金属管道和防腐衬里管道安装、仪表管道安装及管道的防腐与绝热。
水下沉井堵漏是利用合适的密封件,彻底切断介质泄漏的通道,或堵塞,或隔离泄漏介质通道,或增加泄漏介质通道中流体流动阻力,以便形成一个封闭的空间,水下管道堵漏达到阻止流体外泄的目的。
为避免因水下封堵时间过长后造成上游积水产生的水压对下游水下封堵施工人员造成一定威胁,因此水下封堵的距离根据实际情况进行,依据先上游、交汇井各个入水口进行封堵,水下封堵之前应对所要水下封堵施工的路段范围内的井盖打开并放置围护栏或醒目标志,水下封堵用气体检测仪对井内的气体进行检测,确保无有毒气体后方可进行下井封堵,如有必要必须配备氧气进行施工。

水下焊接方法
水下焊接有干法、湿法和局部干法三种。
(一)干法焊接
这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。
与湿法和局部干法焊接相比,干法焊接安全性 ,但便用局限性很大,应用不普遍。
(二)局部干法焊接
局部干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。
由于局部干法还处于研究之中,因此使用尚不普遍。.320-
(三)湿法焊接
湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。
电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的
冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。
支撑水下切割法是指在引弧形成起始切口后,割条倾斜并与切割面保持80°~85°角,打捞队利用割条药皮套筒支撑在工件表面上,割条移动过程中,始终不离开工件的电弧-氧切割方法。该方法既可自左向右,也可自右向左,还可靠在规尺上进行水下切割,操作方便,效率较高,适用于中、薄板的水下切割工程。
维弧水下切割法是指起始切口形成后将割条提起,离开工件表面约2~3mm,并与工件保持垂直,然后沿切割线均匀地向前移动,始终维持电弧不熄灭。该方法适用于厚度在5mm以下薄钢板的水下切割。由于打捞队在水下工程保持身体的稳定性较困难,故电弧不易保持稳定。另外,切割质量也略低于支撑切割法,因此实际应用中不大采用维弧切割法。
加深水下切割法是指在起始切口形成后的切割过程中,割条不断伸入割缝中,使割缝不断加深,直到割穿工件,如此往复进行,将工件割开。该方法适用于采用支撑切割法一次不易割透的厚板或层板,打捞队操作时割条上下移动要协调均匀,以保持电弧稳定燃烧。

